高地機(jī)床服務(wù)宗旨:保證產(chǎn)品質(zhì)量永遠(yuǎn)是第一要?jiǎng)?wù)
山東省滕州市良心機(jī)床廠家
歡迎瀏覽滕州市高地機(jī)床有限公司

20年機(jī)床制造技術(shù)全系列產(chǎn)品服務(wù)廣大用戶
咨詢熱線0632-5806100
20年機(jī)床制造技術(shù)全系列產(chǎn)品服務(wù)廣大用戶
咨詢熱線0632-5806100
高地機(jī)床服務(wù)宗旨:保證產(chǎn)品質(zhì)量永遠(yuǎn)是第一要?jiǎng)?wù)



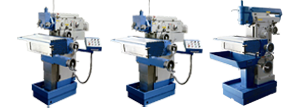
X——銑床的銑的漢語拼音Xi的第一個(gè)字母X
8——工具銑床
1——有萬能結(jié)構(gòu)
26——工作臺(tái)面寬度的1/10,即:工作臺(tái)寬260毫米
我公司生產(chǎn)的X8126萬能工具銑床,能完成鏜、銑、鉆、插等切削加工,適用于加工各種刀具、夾具、沖模、壓模等中小型模具及其它復(fù)雜零件,借助多種特殊附件能完成圓 弧 、齒條、齒輪、花鍵等類零件的加工。結(jié)構(gòu)新穎,萬能性廣,精度高,操作簡便。利用多種附件,可擴(kuò)大使用范圍,提高使用率。具體參數(shù)如下表格,供大家參考:
|
工作臺(tái)面積(寬x長) |
Area of table (W x L) |
280x700mm |
||
|
工作臺(tái)縱向行程 |
Longitudinal travel of table |
350mm |
||
|
工作臺(tái)垂向行程 |
Vertical travel of table |
350mm |
||
|
工作臺(tái)縱向、垂向及水平 主軸座橫向進(jìn)給量 |
Feeds of table in longitudinal and vertical directions and horizontal spindle seat in transverse direction. |
25~285mm/min |
||
|
工作臺(tái)縱向、垂向快速移動(dòng) |
Rapid travel of table in longitudinal and vertial directions |
1000mm/min |
||
|
水平主軸中心線至工作臺(tái)的距離 |
第一安裝位置 |
Distance between axis of horizongtal spindle to table |
First installing position |
35~385mm |
|
第二安裝位置 |
Second installing position |
42~392mm |
||
|
第三安裝位置 |
Third installing position |
132~482mm |
||
|
垂直主軸斷面至水平主軸中心線的距離 |
Distance between vertical spindle nose to horizontal spindle axis |
95mm |
||
|
水平主軸斷面至垂直主軸中心線的距離 |
Distance between horizontal spindle nose to vertical spindle axis |
131mm |
||
|
水平主軸座橫向行程 |
Transerse travel of horizontal spindle |
200mm |
||
|
垂直主軸套筒座垂向行程 |
Vertical travel of Vertical spindle quill |
80mm |
||
|
水平主軸轉(zhuǎn)速范圍(8級(jí)) |
Range of horizontal spindle speeds(8 steps) |
110~1230rpm |
||
|
垂直軸轉(zhuǎn)速范圍(8級(jí)) |
Range of Vertical spindle speeds(8 steps) |
150~1660rpm |
||
|
主軸錐孔度 |
Spindle hole taper |
莫氏錐度4號(hào)7:24/ISO40 |
||
|
垂直主軸中心線回轉(zhuǎn)角度 |
Swivel angle of vertical spind axis |
± 45° |
||
|
主電動(dòng)機(jī) |
Main motor |
3kw |
||
|
冷卻水泵電動(dòng)機(jī) |
Coolant pump motor |
0.04kw |
||
|
外形尺寸(長x寬x高) |
Overall dimensions (L x W x H) |
145x145x165cm |
||
|
機(jī)床凈重/毛重 |
Net weight/gross weight |
凈重1200k 毛重1700kg |
||
|
包裝尺寸(長x寬x高) |
Packing dimensions for export |
170x127x198cm |
||
我司生產(chǎn)的該型號(hào)萬能工具銑床設(shè)備具有以下優(yōu)越性:
一、零部件
1.零部件完好齊全,質(zhì)量符合要求
2.機(jī)床操縱手柄、手輪完整齊全,操縱靈活,定位可靠。
3.機(jī)床的安全裝置、自動(dòng)調(diào)整裝置齊全完整、靈敏、準(zhǔn)確。
4.基礎(chǔ)、基座穩(wěn)固可靠、地腳螺栓和鏈接螺栓聯(lián)接緊固、齊整、符合技術(shù)要求。
5.潤滑、冷卻油路管線、電氣線路、支架等安裝合理有效、符合要求。
二、運(yùn)行性能
1.設(shè)備潤滑良好、潤滑系統(tǒng)暢通、油質(zhì)符合要求。實(shí)行“五定”、“三級(jí)過濾”。
2.各部溫度、轉(zhuǎn)速等性能符合要求。
三、技術(shù)資料
1.技術(shù)資料齊全、準(zhǔn)確。
2.設(shè)備應(yīng)有產(chǎn)品合格證,制造、安裝、竣工驗(yàn)收及檢修等記錄齊全。
3.設(shè)備運(yùn)轉(zhuǎn)時(shí)間和累計(jì)運(yùn)轉(zhuǎn)時(shí)間有統(tǒng)計(jì)記錄。
4.設(shè)備有總圖和易損配件圖紙。
5.設(shè)備操作規(guī)程、檢修規(guī)程齊全。
使用X8126萬能工具銑床前應(yīng)正確試車和驗(yàn)收,具體做法為:
一、試車前的準(zhǔn)備工作
1.按例行保養(yǎng)內(nèi)容加注潤滑油,試操縱各手柄是否靈活可靠,夾緊裝置是否松開。
2.檢查行程和限位開關(guān),按鈕是否齊全靈敏、可靠。
3.接通電源,檢查電動(dòng)機(jī)旋轉(zhuǎn)方向是否正確。
4.準(zhǔn)備調(diào)試工具和試件。
二、空運(yùn)轉(zhuǎn)試車
1.啟動(dòng)電機(jī)是機(jī)床主軸在低轉(zhuǎn)速下運(yùn)轉(zhuǎn),觀察潤滑油泵工作是否正常,以及各分油管是否暢通。
2.空運(yùn)轉(zhuǎn)試車應(yīng)從低轉(zhuǎn)速開始,逐級(jí)運(yùn)轉(zhuǎn),每級(jí)轉(zhuǎn)速運(yùn)轉(zhuǎn)時(shí)間一般不少于2分鐘,高轉(zhuǎn)速運(yùn)轉(zhuǎn)時(shí)間不少于30分鐘。
3.主軸軸承溫度高時(shí),不應(yīng)超過60℃,機(jī)床運(yùn)轉(zhuǎn)時(shí)噪聲應(yīng)小于85dB(A).
4.檢查電氣線路應(yīng)整齊、安全。
5.檢查電動(dòng)機(jī)運(yùn)轉(zhuǎn)音平穩(wěn),停車、反向時(shí)應(yīng)靈敏、可靠、無沖擊。
三、機(jī)床負(fù)荷試驗(yàn)
1.機(jī)床大修后,一般不進(jìn)行負(fù)荷試驗(yàn),必要時(shí)可按額定負(fù)荷的70%進(jìn)行試驗(yàn)。
2.在負(fù)荷實(shí)驗(yàn)時(shí),機(jī)床所有機(jī)構(gòu)均應(yīng)工作正常,不應(yīng)有明顯的振動(dòng)、沖擊、噪聲和不平衡現(xiàn)象。
3.按照機(jī)床性能標(biāo)準(zhǔn)及要求,可采用圓柱銑刀或端銑刀,鉆頭對(duì)45號(hào)鋼(正火HB210—220),鑄鐵(HT150,HB180—200)試件進(jìn)行負(fù)荷試驗(yàn)。
4.負(fù)荷試驗(yàn)時(shí),分別安裝垂直主軸、萬能角度工作臺(tái)、圓形工作臺(tái)等附件,進(jìn)行銑削、鉆削、鏜削實(shí)驗(yàn)。
四、精度檢驗(yàn)
精度檢驗(yàn)在機(jī)床負(fù)荷試驗(yàn)后進(jìn)行,精度標(biāo)準(zhǔn)見表4。
準(zhǔn)")
五、驗(yàn)收
1.機(jī)床在全面試車均達(dá)到要求后,方可正式驗(yàn)收。
2.驗(yàn)收必須有齊全完整的檢修記錄、修理任務(wù)書等。
3.設(shè)備維修竣工后,由設(shè)備主管部門主持,設(shè)備承修部門、使用部門和檢驗(yàn)部門參加共同驗(yàn)收,達(dá)到驗(yàn)收標(biāo)準(zhǔn)后交付使用部門。
使用部門應(yīng)嚴(yán)格遵守萬能工具銑床的操作守則:
一、基本操作規(guī)定:
1. 每天注油位置:工作臺(tái)橫向、縱向及升降處
2. 每兩天加油一次:工作臺(tái)橫向絲桿加油處
3. 開機(jī)順序:接通工廠送電開關(guān)---主線路開關(guān)----電源開關(guān),檢查操作面板上的指示燈是否亮著
二、接通電源后的規(guī)定:
1. 操作者進(jìn)行操作時(shí),應(yīng)注意機(jī)床移動(dòng)的距離,以免身體受擠壓。
2. 當(dāng)機(jī)床運(yùn)轉(zhuǎn)時(shí),操作者應(yīng)注意與移動(dòng)部件保持必要的距離,以免磕碰。
3. 機(jī)床進(jìn)行快速移動(dòng)時(shí),應(yīng)提前將手輪離合器脫離,以免手柄隨之轉(zhuǎn)動(dòng),造成危險(xiǎn)。
4. 加工零件時(shí),不應(yīng)超過機(jī)床橫向、縱向、垂向的限位裝置。
5. 機(jī)床不得進(jìn)行超負(fù)荷切削。
6. 操作者不得蹬踏油盤。
7. 操作工不得隨意拆卸更換機(jī)床部件。
8. 銑切過程中,工作臺(tái)縱向絲桿在銑切長度上的工作段磨損較快,要利用全長,如果加工零件所要求的 行程很短,應(yīng)經(jīng)常更換絲桿的工作部位,盡可能使它的磨損均勻。
9. 如果短時(shí)間不用冷卻液時(shí),例如十分鐘以下,可以利用噴嘴上的開關(guān)來關(guān)閉,但關(guān)閉時(shí)間較長時(shí),則 應(yīng)用轉(zhuǎn)換開關(guān)使電泵停止。
10. 不允許在工作臺(tái)后方與床身之間的升降臺(tái)面上落入工件,否則可能會(huì)損壞橫向進(jìn)給機(jī)構(gòu)。
11. 只要刀具允許,應(yīng)該盡可能采用高速切削,以便提高生產(chǎn)率,充分發(fā)揮機(jī)床和刀具效能。
12. 加工工件時(shí)必須配戴防護(hù)眼鏡
13. 清除切屑要用專用工具,禁止用手清理。
14. 銑床在工作中,平臺(tái)和平口鉗上禁止存放工具、工件等其他物品,銑工不得離開工作場地,確保加工 精度,時(shí)刻注意和檢查銑床的工作情況,發(fā)現(xiàn)故障及時(shí)停機(jī)檢修。
15. 使用、調(diào)解銑床的轉(zhuǎn)速、給進(jìn)、快慢,操作者要根據(jù)加工工件大小、薄厚、材料的軟硬程度合理確定, 否則將加快設(shè)備老化
16. 裝卸工件,必須移開刀具,切削中,頭、手不得接近銑削面。嚴(yán)禁手摸或用棉紗擦轉(zhuǎn)動(dòng)部位和刀具, 禁止用手去托刀盤
17. 拆裝立銑刀,工作臺(tái)面應(yīng)墊木板,拆平銑刀扳螺母,用力不得過猛。對(duì)刀時(shí),必須慢進(jìn)或手搖進(jìn),不 許快進(jìn),走刀時(shí),不準(zhǔn)停車。快速進(jìn)退刀時(shí)注意手柄是否會(huì)打人。進(jìn)刀不許過快,不準(zhǔn)突然變速,限位擋塊應(yīng)調(diào)好。
三、加工結(jié)束后的規(guī)定:
1. 機(jī)床停機(jī)后,一定進(jìn)行清理,清除切屑,擦干凈機(jī)器。
2. 將機(jī)床各部位回位
3. 卸下銑刀和夾具等并管理好
4. 檢查保養(yǎng)設(shè)備,清理切屑和臟物
5. 離開機(jī)床前,應(yīng)將操作面板上的電源開關(guān)關(guān)閉,同時(shí),也應(yīng)將機(jī)床主線路開關(guān)和車間送電開關(guān)關(guān)閉。
6. 操作工不能擅自做維修工作,有異常時(shí),須上報(bào)領(lǐng)導(dǎo),找維修工進(jìn)行維修。
下一件產(chǎn)品:X8132萬能工具銑床
手機(jī)號(hào):18563225657
聯(lián)系人:宋經(jīng)理
QQ號(hào)碼:1908346240
Email:1908346240@qq.com
地址:山東省滕州市龍泉工業(yè)園區(qū)88號(hào)